
Well it’s been quite a while since I’ve posted anything, but a new year (is it really March already?) and a renewed commitment to my modelling work has brought me back around to my passion – making stuff!
A large component of the process of model making is of course – TOOLS! I have been in a bit of a gear-acquisition mode lately, seeking to expand my capabilities through the purchase of equipment and software that provide me with a greater variety of solutions to common modeling problems. One of these problems being: how to add nut, washer, rivet and bolt head details to a model. In the past, I’ve relied on the incredible Grandt Line Products (http://www.grandtline.com/) series of injection-molded nut, washer, rivet and bolt head details to accomplish this.
GRANDT LINE NUT AND WASHER
Sadly, my stock of Grandt Line products is nearly depleted. Ordering them online is tough, because I really feel like I need to see them in person to select the right size and style for what I’m doing. If you happen to be one of the fortunate but shrinking group of modelers who have a local hobby shop that has a good selection of Grandt Line products, consider yourself very fortunate!
I also find them a little hard to use sometimes. Cutting them from the sprue can be tricky, often resulting in a tiny burr that can prevent them from sitting flat on a surface. You can overcome this by snipping them from the sprue and leaving a portion of the “stem” that can be inserted into a pre-drilled hole. This can be useful because it allows you to lay out the fastener pattern ahead of time with a pencil, then run a pounce wheel along the line to establish the spacing before you drill the holes. The problem with this method is that the stems are sometimes off-center from the center of the nut / washer detail, and if you don’t get all of the nut / washers rotated to the same orientation, you can easily end up with a wavy line. Aside from that comes the age-old problem of never having just the size and style that you need, when you need it! What to do, what to do?
Enter RP TOOLZ punch and die sets!
RP TOOLZ of Hungary has designed and produced a set of punch and die sets for both hexagonal and round shapes. They can be used to produce positive shapes (discs and hex shaped pieces of plastic) in various sizes, but also to make holes of similar description. Truthfully, their use is limited only by the users creativity!
I bit the bullet and ordered both sets directly from Hungary via the RP TOOLZ website.
They arrived quickly and were well packed in sturdy cardboard boxes.

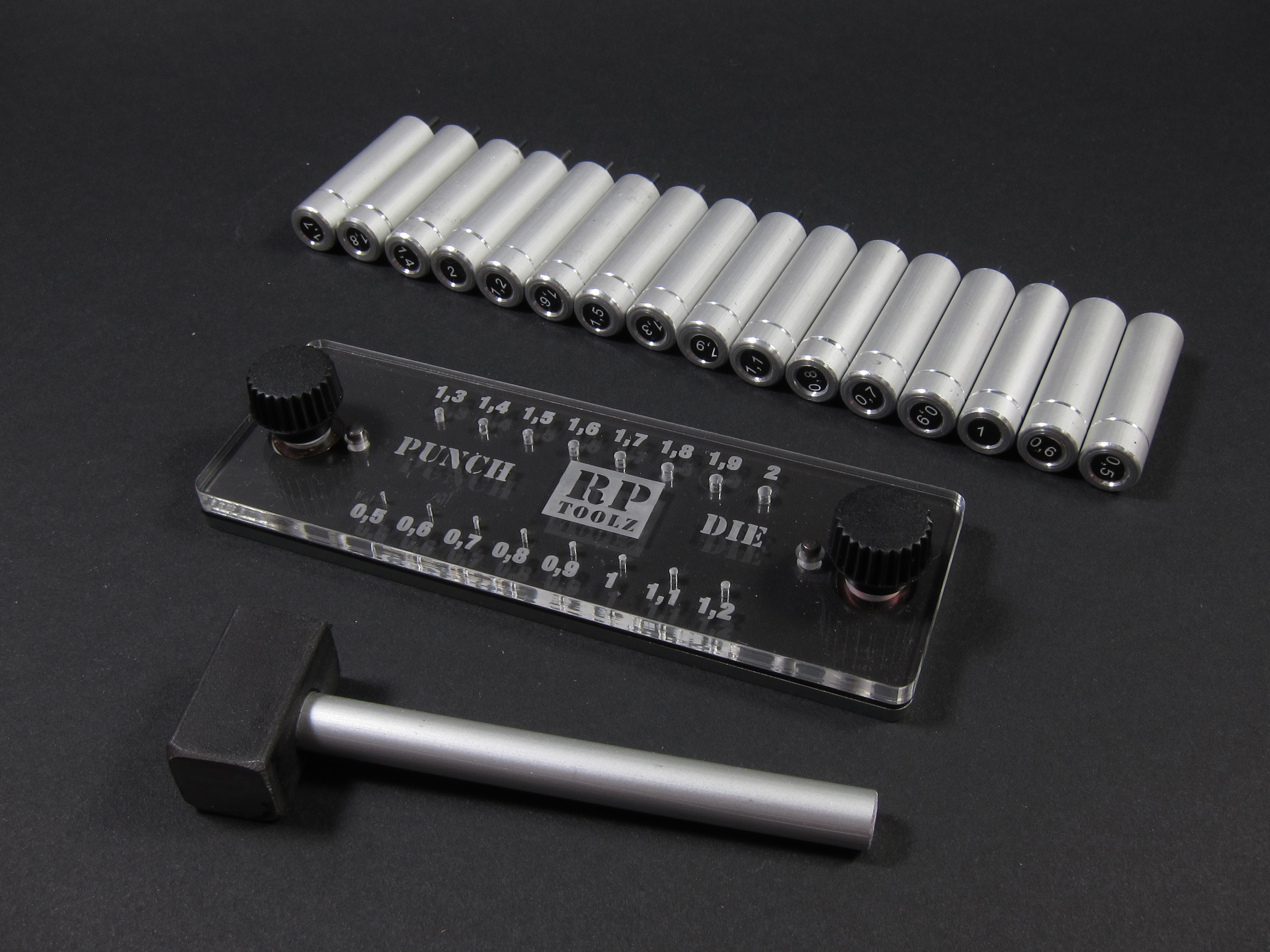
Both sets include the die with its top plate and clamping knobs, a set of punches of varying sizes, a small hammer, and instructions in both English AND Hungarian – FELELMETES!

The round set includes a huge variety of sizes – 16 sizes, from .5mm (.020″) to 2mm (.078″)!
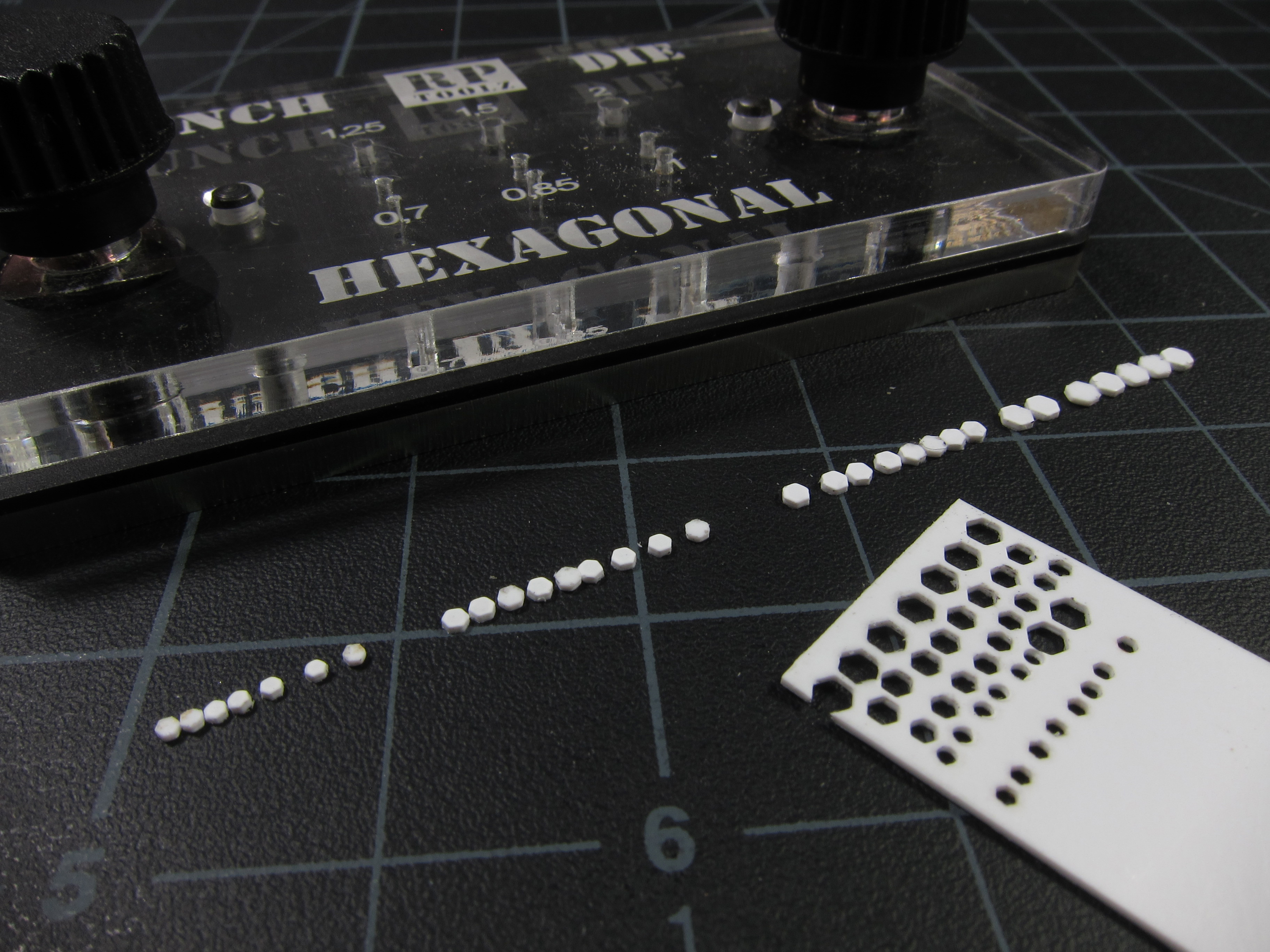
For this review I am focusing on the hexagonal set.
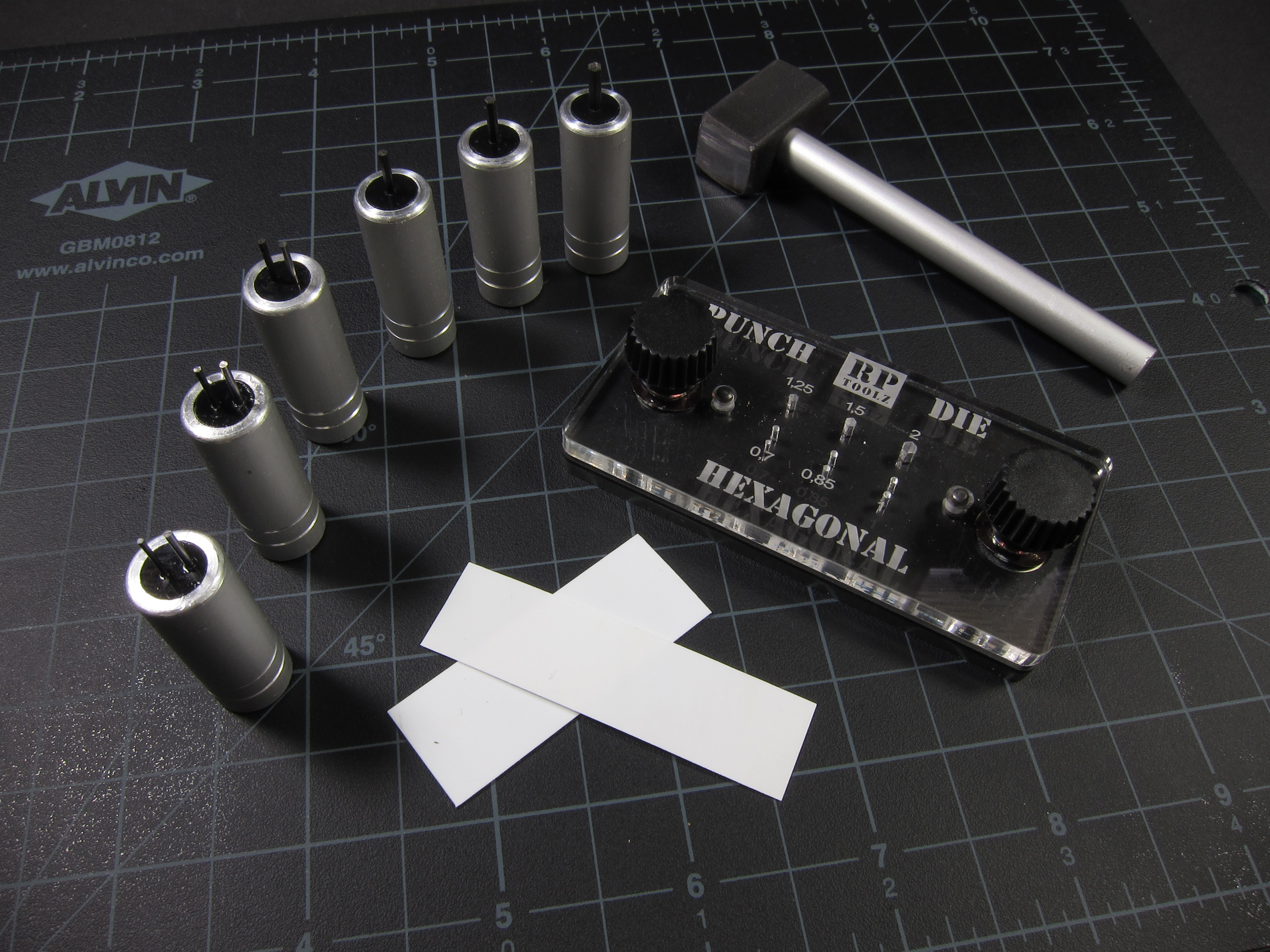
To use the punch and dies, you simply loosen the top plate…
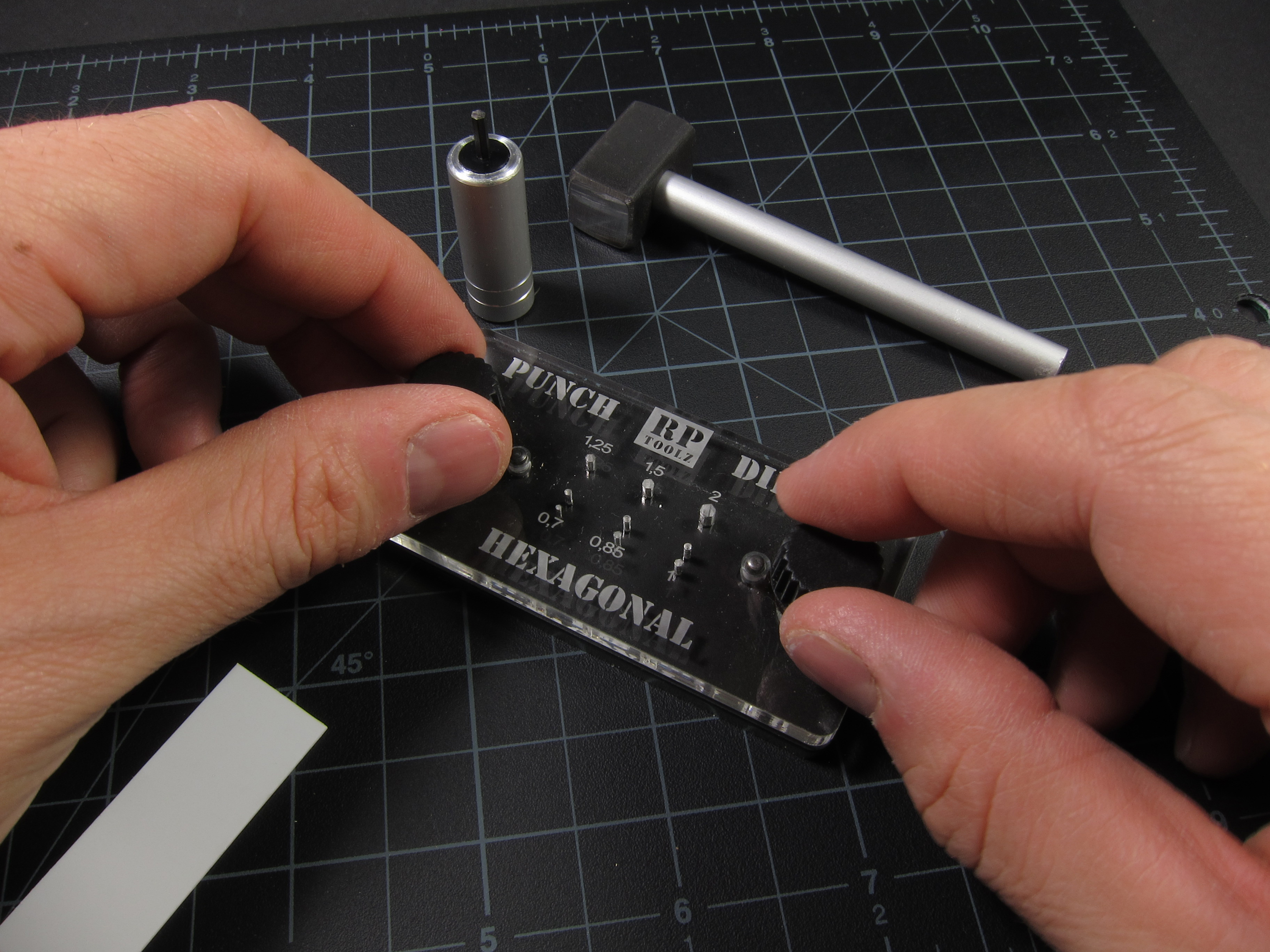
insert a piece of material and tighten the thumbscrews…
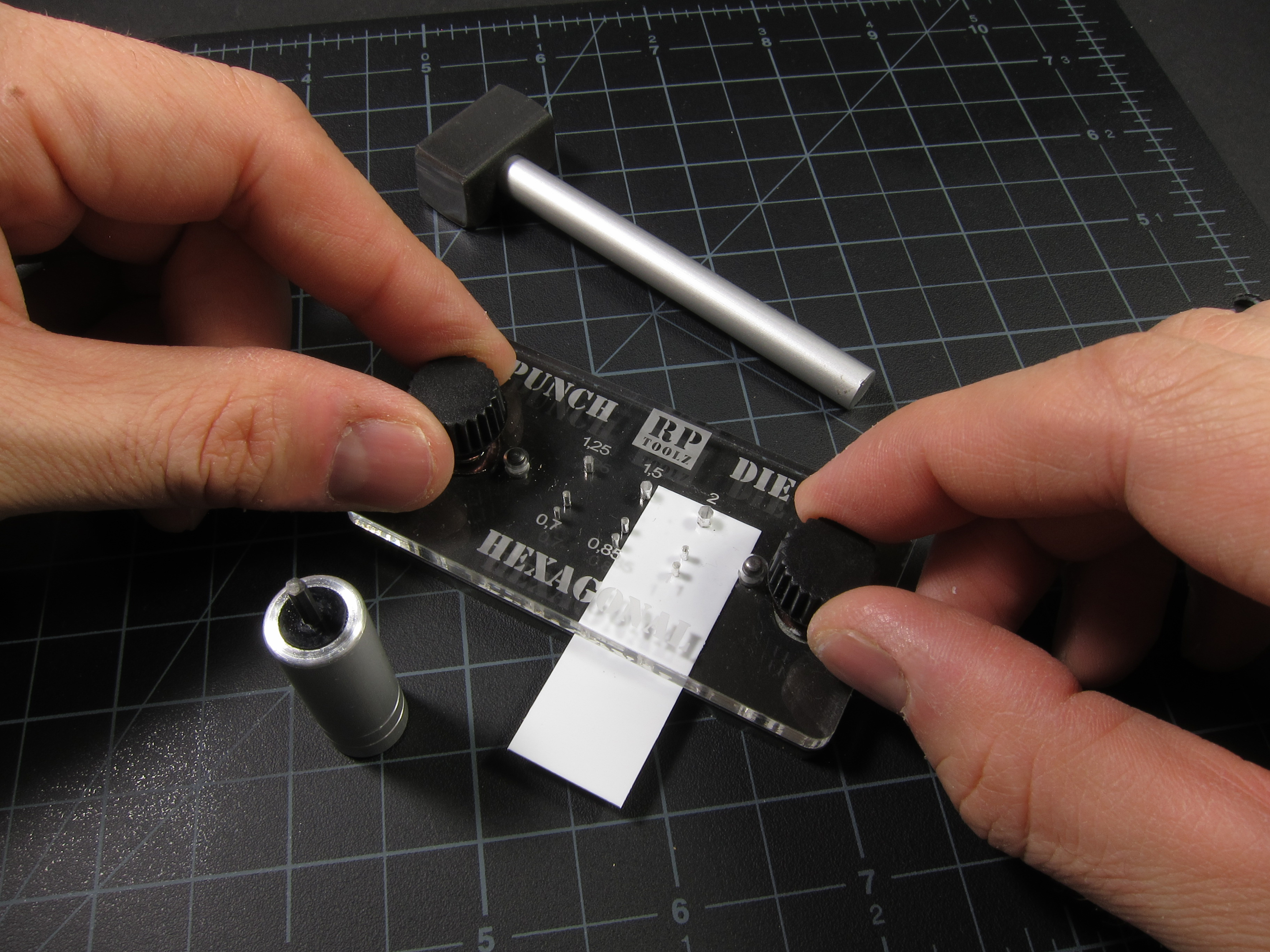
place the punch into the corresponding hole in the die…

and give it a few firm but gentle taps!

After a few operations I had a pretty smooth flow going. For the first few cycles the punches seemed a little “sticky” in their action (RP TOOLZ gives you a heads-up about this in the instructions), but they soon smoothed out and I had a little hex-disc factory humming.
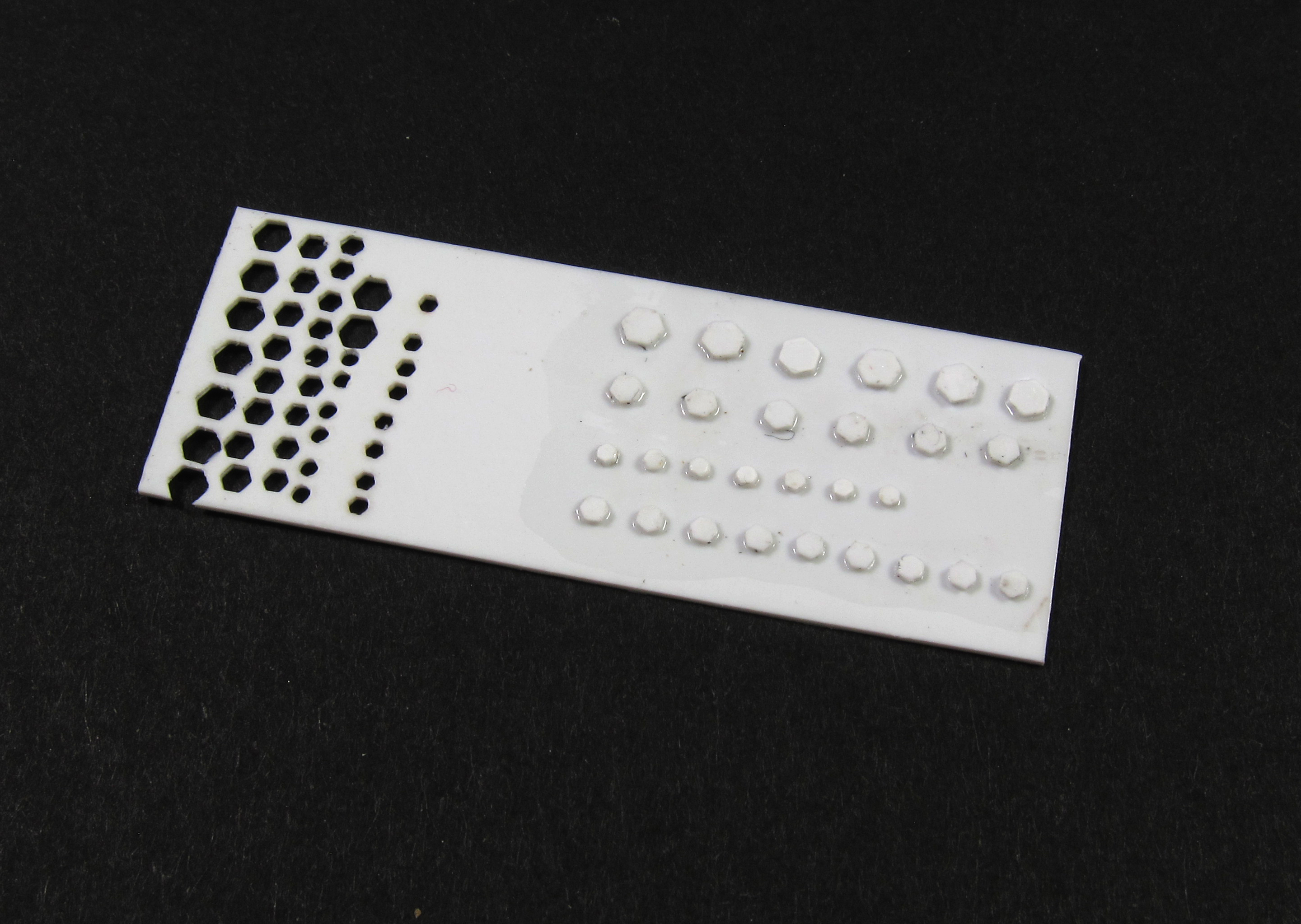
Just to see what they looked like after assembly, I glued them to the piece of styrene that I punched them from and hit them with a coat of gray Vallejo primer.

I didn’t try them with anything other than styrene, but I expect that they could be used with foil and decals too. I probably wouldn’t use them on anything harder, due to a risk of damaging the die plate, but I have not contacted the manufacturer to ask about this.
I’m very pleased with the quality of the design and execution of these tools. The rounded corners on the punch handles, recessed pockets for the size labels, the potting of the punch shaft into the punch body… all speak to the attention to detail that went into the design of these sets. They are easy to use and seem quite sturdy. I can’t wait to put them to regular use at the workbench. With God as my witness, I shall never hunger for discs and hexes of any given tiny diameter again!
You can order RP TOOLZ punch and die sets directly from the RP TOOLZ website:
I received no compensation for this review. RP TOOLZ products were acquired solely at my expense.
